
Applications des systèmes de vision dans l'industrie
Contrôle qualité automatisé
Le contrôle qualité est un aspect critique de toute chaîne de production, et les systèmes de vision jouent un rôle déterminant dans ce domaine. Grâce à la capacité de détecter des défauts dans les produits en temps réel, ces systèmes permettent aux entreprises de maintenir des normes élevées de qualité sans ralentir la production. Les caméras de haute résolution et les capteurs sophistiqués peuvent inspecter chaque produit, en recherchant des imperfections ou des anomalies. Par exemple, dans l'industrie alimentaire, des caméras peuvent vérifier que les emballages sont correctement scellés et que le contenu est conforme aux spécifications. De plus, l'utilisation de l'intelligence artificielle permet d'améliorer les algorithmes de traitement d'images, ce qui entraîne une réduction des faux positifs et une augmentation de la précision. Ce degré d'automatisation permet non seulement d'accélérer le processus de contrôle qualité, mais il réduit également la dépendance à la main-d'œuvre humaine, qui peut être sujette à l'erreur. Par conséquent, les entreprises peuvent garantir une meilleure satisfaction de la clientèle en fournissant des produits de qualité constante.
Technologie de caméras avancées
Les technologies de caméras avancées sont au cœur du contrôle qualité dans l'industrie. Ces caméras sont conçues pour capturer des images avec une résolution allant jusqu'à des mégapixels, permettant ainsi une inspection détaillée. Les systèmes de vision peuvent utiliser diverses techniques d'éclairage, telles que la lumière infrarouge ou ultraviolet, pour améliorer la visibilité des défauts. En combinant plusieurs caméras, un système peut analyser un produit sous différents angles et éclairages, assurant une inspection exhaustive. De plus, les capacités de traitement d'images permettent de filtrer le bruit et de clarifier les détails, ce qui rend la détection de défauts bien plus efficace. En intégrant ces technologies, les industries peuvent réduire considérablement le taux de rejet et augmenter le rendement global.
Réduction des coûts
L'implémentation de systèmes de contrôle qualité automatisés entraînent une réduction significative des coûts pour les entreprises. Moins de produits défectueux signifient moins de retours et réclamations, ce qui peut peser lourdement sur le budget d'une entreprise. En économisant sur le coût de la main-d'œuvre grâce à l'automatisation de la vérification, les entreprises peuvent réaffecter ces ressources à d'autres domaines critiques comme la recherche et le développement. De plus, une amélioration de la qualité des produits peut renforcer la réputation de l'entreprise, attirant ainsi de nouveaux clients. Les économies générées par un contrôle qualité efficace peuvent conduire à des investissements supplémentaires, permettant ainsi de rester compétitif sur le marché. Finalement, les systèmes de vision moderne transforment non seulement la manière dont les entreprises opèrent mais également la façon dont elles envisagent leur croissance future.
Utilisation de l'intelligence artificielle
L'intégration de l'intelligence artificielle (IA) dans le contrôle qualité permet une analyse encore plus précise et efficace. Les systèmes d'IA apprennent à reconnaître les modèles et les anomalies à partir de données historiques, rendant ainsi la détection de défauts plus rapide et précise. Cela transforme non seulement les spécifications de contrôle de qualité, mais aussi la façon dont les embouts sont produits. Avec des réseaux neuronaux profonds, l'IA peut classifier les produits et identifier des défauts invisibles à l'œil humain. Cela crée un processus où la machine devient un coéquipier de confiance, où l'humain et le technologique collaborent pour atteindre une excellence opérationnelle. En exploitant ces capacités, les entreprises ouvrent la voie à une nouvelle ère d'efficacité et de précision dans leurs lignes de production.
Surveillance des processus
La surveillance des processus est un autre domaine clé où la vision industrielle excelle. En utilisant des caméras et des capteurs placés stratégiquement dans une installation, les responsables peuvent observer l'efficacité des opérations en temps réel. Cette surveillance peut inclure la détection de goulets d'étranglement dans la production, la mesure des temps de cycle et même l'analyse de la sécurité. Avec l'expansion des technologies de communication, les données collectées peuvent être rapidement analysées et interprétées, permettant une réaction immédiate. Par exemple, si une machine cesse de fonctionner ou si un produit ne respecte pas les normes de qualité, une alerte peut être générée, permettant ainsi aux superviseurs de prendre des décisions éclairées en un clin d'œil. De plus, l'observation continue des processus entraîne une amélioration continue. En analysant les données historiques, les entreprises peuvent identifier des tendances et des opportunités d'amélioration. Par conséquent, la vision industrielle contribue non seulement à la détection des problèmes, mais aussi à la mise en place de solutions préventives, augmentant ainsi la productivité globale.
Analyse en temps réel
Les systèmes de vision modernes permettent une analyse en temps réel des données, auditées par des algorithmes d'intelligence artificielle et de traitement d'images. Cela constitue un avantage considérable, car les décideurs peuvent accéder à des informations actualisées et pertinentes pour réagir rapidement aux situations. La capacité à identifier des dysfonctionnements alors qu'ils se produisent réduit les temps d'arrêt et optimise les performances globales de l'usine. En utilisant des tableaux de bord interactifs, les responsables peuvent surveiller les performances des machines, les temps de cycle et les taux de production tout en prenant des mesures pour corriger instantanément toute anomalie. La réactivité offerte par des systèmes intelligents intégrés dans l'environnement de fabrication constitue un atout inestimable pour améliorer les opérations.
Amélioration continue
La collecte de données via des systèmes de vision contribue fortement à la culture d'amélioration continue au sein des entreprises. En analysant les données historiques, les responsables peuvent découvrir des tendances et réajuster les processus pour obtenir de meilleurs résultats. Chaque déviation par rapport à la norme est enregistrée, analysée, et utilisée pour tirer des conclusions qui influenceront les décisions futures. Les équipes peuvent se concentrer sur l’optimisation des opérations et la réduction des déchets. En cela, la vision industrielle permet de transformer des erreurs passées en opportunités d’apprentissage et d'amélioration, stimulant une dynamique de performance au sein des équipes.
Sécurité accrue
Les systèmes de vision industrielle jouent également un rôle crucial dans la prévention des accidents et l'amélioration de la sécurité sur le lieu de travail. Des caméras peuvent surveiller des zones sensibles pour s'assurer que les procédures de sécurité sont respectées, avertissant ainsi le personnel en cas de non-conformité. Lorsqu'un danger potentiel est détecté, des alertes peuvent être envoyées immédiatement pour prévenir les employés, garantissant leur sécurité. En intégrant des technologies de vision avec des systèmes d'alerte, les entreprises peuvent non seulement améliorer la sécurité, mais aussi renforcer la confiance de leurs employés en sachant qu'ils travaillent dans un environnement protégé.
Cette section répond à des questions fréquentes concernant l'utilisation des systèmes de vision dans divers secteurs industriels. Vous y trouverez des informations sur les avantages, les technologies et les applications spécifiques de ces systèmes, afin de mieux comprendre leur impact sur l'industrie.
Questions Fréquemment Posées sur les Applications Industrielles de la Vision
Qu'est-ce qu'un système de vision industrielle ?
Un système de vision industrielle est un ensemble d'outils et de technologies qui permettent aux machines de 'voir' et d'analyser leur environnement. En intégrant des caméras, des capteurs et des logiciels d'analyse d'image, ces systèmes peuvent reconnaître des objets, détecter des défauts et guider des robots dans des processus de fabrication.
Quels secteurs bénéficient des systèmes de vision ?
Les systèmes de vision sont utilisés dans de nombreux secteurs, y compris l'automobile, l'alimentaire, l'électronique et la pharmacie. Ils améliorent la productivité, garantissent la qualité des produits et permettent des contrôles automatisés, ce qui réduit les erreurs humaines et augmente l'efficacité des lignes de production.
Quels sont les avantages d'utiliser la vision industrielle ?
L'utilisation de la vision industrielle offre plusieurs avantages, notamment une augmentation de la vitesse de production, une amélioration de la précision des inspections et une réduction des coûts liés aux défauts de fabrication. De plus, elle permet aux entreprises de s'adapter rapidement aux changements de production et d'optimiser leurs processus grâce à des analyses de données en temps réel.
Comment les systèmes de vision améliorent-ils la qualité des produits ?
Les systèmes de vision améliorent la qualité des produits en effectuant des inspections minutieuses tout au long du processus de production. Ils peuvent détecter des anomalies, mesurer des dimensions et vérifier l'intégrité des produits à une vitesse et une précision que les opérateurs humains ne peuvent pas atteindre, ce qui permet d'identifier et de corriger les problèmes avant que les produits ne sortent de l'usine.
Quels types de technologies sont utilisées dans la vision industrielle ?
Les technologies utilisées dans la vision industrielle incluent des caméras numériques, des capteurs d'image, des logiciels d'analyse d'image, et des algorithmes d'intelligence artificielle. Ces outils travaillent ensemble pour traiter et interpréter des données visuelles, permettant ainsi de prendre des décisions sur la base d'images capturées en temps réel, rendant ces systèmes très efficaces dans divers environnements industriels.
À lire aussi

Vision dans l'automobile
Lire →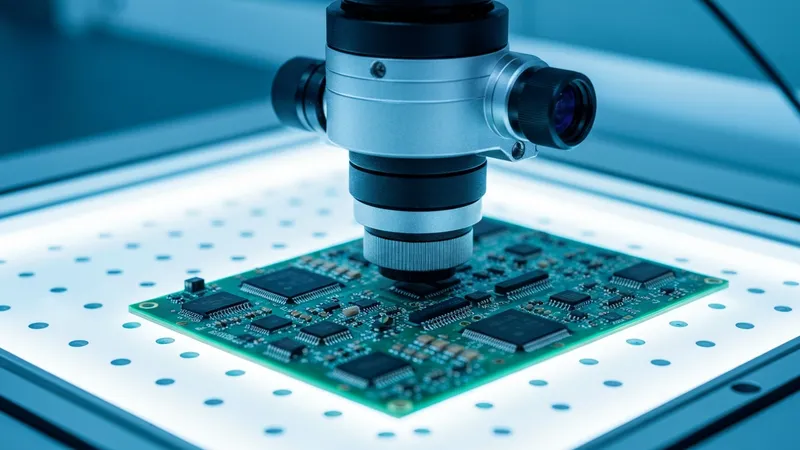
Vision pour l'électronique
Lire →
Vision dans l'agroalimentaire
Lire →
Vision pour le textile
Lire →
Vision dans la fabrication additive
Lire →
Vision dans la chimie
Lire →
Vision pour l'assemblage mécanique
Lire →
Vision pour la logistique
Lire →
Vision dans le pharmaceutique
Lire →



