
Optimisation de la productivité grâce à la vision industrielle
Les avantages de la vision industrielle dans les usines
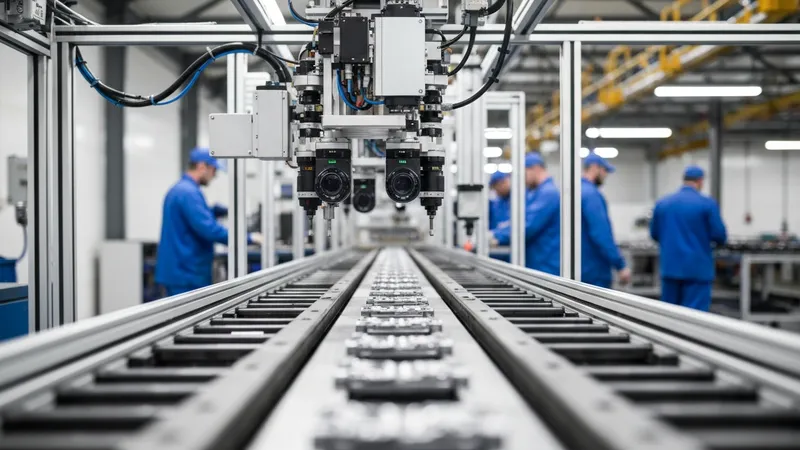
L'intégration de la vision industrielle dans les processus de production offre un éventail d'avantages. Premièrement, elle améliore la qualité des produits en identifiant les défauts et en permettant des ajustements rapides. Deuxièmement, la réduction des erreurs humaines est un atout majeur, car les systèmes automatisés sont moins susceptibles de commettre des erreurs par rapport à l'intervention manuelle. Cela conduit à une diminution des coûts associés aux retours de produits défectueux et aux réclamations des clients. En outre, la vision industrielle contribue à l'optimisation des processus en fournissant des données en temps réel sur l'état de la production. Ces informations aident les responsables à prendre des décisions éclairées et à ajuster les opérations selon les besoins. Par ailleurs, cette technologie joue également un rôle essentiel dans la gestion de la maintenance en prédisant les pannes potentielles avant qu'elles ne surviennent, ce qui permet d'organiser des interventions préventives et de réduire les temps d'arrêt non planifiés.
Amélioration de la qualité des produits
La qualité des produits est primordiale pour toute entreprise souhaitant maintenir sa réputation et sa fidélité client. En utilisant des systèmes de vision industrielle, les usines peuvent effectuer des contrôles qualité à chaque étape de la production. Ces systèmes peuvent détecter des défauts visuels souvent imperceptibles à l'œil nu, permettant ainsi d'intervenir instantanément avant que des produits défectueux ne soient expédiés. La technologie de traitement d'image analyse minutieusement les caractéristiques des produits, garantissant ainsi que seuls les articles répondant aux normes soient livrés aux clients. Cela renforce non seulement la satisfaction client, mais également la confiance envers la marque.
Réduction des coûts d'exploitation
La vision industrielle permet aux usines de réaliser des économies significatives. En minimisant les erreurs humaines et en augmentant l'efficacité des lignes de production, les entreprises peuvent réduire les déchets et les coûts associés à la gestion des retours. De plus, en effectuant des maintenances prédictives grâce aux données collectées par les systèmes de vision, il est possible d'éviter les investissements majeurs liés à des pannes imprévues. Les économies réalisées grâce à l'optimisation des opérations peuvent ensuite être réinvesties dans d'autres projets d'innovation ou d'expansion.
Gain en efficacité opérationnelle
La mise en place de la vision industrielle permet un véritable gain en efficacité opérationnelle. Grâce à une surveillance continue, les équipes sont alertées immédiatement en cas de problème, ce qui assure une réaction rapide et efficace. De plus, cette technologie aide à rationaliser les opérations, en offrant une vue d'ensemble des processus de production, permettant ainsi une meilleure planification et une réduction des temps morts. Les entreprises peuvent ainsi maximiser leur rendement tout en maintenant des coûts sous contrôle, ce qui est essentiel dans le climat économique actuel.
L'impact de la vision industrielle sur la chaîne d'approvisionnement
La chaîne d'approvisionnement est un élément vital de toute opération de fabrication. L'intégration de la vision industrielle y joue un rôle critique en améliorant la transparence et l'efficacité. Les systèmes de vision peuvent suivre les produits tout au long de la chaîne d'approvisionnement, fournissant des informations précieuses sur les inventaires et les délais de production. Cela aide les entreprises à mieux gérer leurs ressources et à anticiper les besoins futurs en matière de production. Par ailleurs, la vision industrielle favorise la collaboration entre différents acteurs de la chaîne, améliorant ainsi la coordination et réduisant les retards. Avec une meilleure visibilité sur le flux des produits, les entreprises peuvent optimiser leurs niveaux de stocks, minimiser le gaspillage et améliorer le service client.
Amélioration de la transparence
La transparence est essentielle dans la gestion de la chaîne d'approvisionnement. Les systèmes de vision industrielle contribuent à fournir une visibilité en temps réel sur le statut des produits, leur localisation et leur qualité. Cela permet aux entreprises de suivre leurs marchandises à chaque étape du processus et de réagir rapidement aux problèmes éventuels. Une telle visibilité améliore la responsabilisation et facilite la prise de décisions éclairées, ce qui est indispensable à l'heure actuelle où chaque détail compte pour rester compétitif.
Optimisation des niveaux de stock
Un des grands défis des entreprises réside dans la gestion efficace des stocks. Grâce à la vision industrielle, les entreprises peuvent anticiper les niveaux de production et ajuster leurs commandes de manière proactive. Cela permet non seulement d'éviter les surstocks, mais aussi de réduire le risque de rupture de stock. En optimisant la gestion des approvisionnements, les usines peuvent fonctionner de manière plus fluide, tout en réduisant les coûts associés à la gestion des inventaires.
Collaboration renforcée entre partenaires
La vision industrielle ne se limite pas à l'intérieur d'une seule entreprise. Elle encourage également une collaboration plus étroite entre tous les acteurs de la chaîne d'approvisionnement. En partageant des données et des résultats d'inspection, les partenaires peuvent mieux aligner leurs objectifs et améliorer la synchronisation des opérations. Cette collaboration mène à une réduction des temps d'arrêt et à une amélioration générale des performances tout au long de la chaîne d'approvisionnement.
Cette section répond aux questions courantes concernant la manière dont la vision industrielle peut optimiser la productivité des usines et contribuer à la réduction des temps d'arrêt. Découvrez des réponses informatives pour mieux comprendre son impact sur l'industrie.
Questions Fréquemment Posées sur l'Amélioration de la Productivité avec la Vision Industrielle
Qu'est-ce que la vision industrielle et comment fonctionne-t-elle ?
La vision industrielle fait référence à l'utilisation de systèmes de caméras et de logiciels pour analyser visuellement des processus de fabrication. Ces systèmes peuvent détecter des défauts, contrôler la qualité et surveiller la production en temps réel, permettant ainsi d'identifier rapidement les problèmes et d'optimiser les opérations.
Comment la vision industrielle peut-elle réduire les temps d'arrêt dans une usine ?
En intégrant des systèmes de vision industrielle, les usines peuvent détecter des anomalies et des défaillances potentielles avant qu'elles ne causent des temps d'arrêt. Grâce à une surveillance continue, les opérations peuvent être ajustées en temps réel, limitant ainsi les interruptions et améliorant l'efficacité globale de la production.
Quels sont les avantages économiques de l'utilisation de la vision industrielle ?
L'utilisation de la vision industrielle peut entraîner des économies significatives en réduisant le coût des erreurs de production et en améliorant l'efficacité opérationnelle. Cela contribue également à une meilleure gestion des ressources et à une réduction des déchets, ce qui peut se traduire par des marges bénéficiaires plus élevées pour les entreprises.
Est-ce que la vision industrielle nécessite une formation spécialisée ?
Oui, bien que de nombreux systèmes de vision industrielle soient conçus pour être conviviaux, une compréhension de base des principes de fonctionnement et de maintenance est nécessaire. Des formations peuvent être proposées pour aider le personnel à s'acclimater à l'utilisation de ces technologies et à maximiser leur efficacité.
Quels types de technologies de vision industrielle sont couramment utilisés ?
Les technologies de vision industrielle comprennent des caméras 2D et 3D, des systèmes de traitement d'images, et des logiciels d'intelligence artificielle. Ces technologies sont utilisées pour la reconnaissance d'objets, le contrôle qualité, et l'inspection des produits, permettant ainsi une flexibilité et une précision accrues dans les processus de fabrication.
À lire aussi
Réduction des erreurs de production
Lire →
Optimisation des flux de travail
Lire →
Automatisation des processus
Lire →
Suivi en temps réel des performances
Lire →
Intégration avec des systèmes ERP
Lire →
Analyse des données de production
Lire →
Réduction des coûts d'exploitation
Lire →
Flexibilité de la production
Lire →
Réduction des temps d'arrêt non planifiés
Lire →



