L'importance de la vision industrielle dans la réduction des erreurs
Technologies fondamentales de la vision industrielle
Les systèmes de vision industrielle reposent sur différents types de technologies qui permettent de détecter et d'analyser les défauts. Parmi ces technologies, on trouve la vision par ordinateur, l'intelligence artificielle (IA) et l'apprentissage automatique. La vision par ordinateur est fondamentale, car elle permet aux machines de voir et d'interpréter les images de manière similaire à l'œil humain. En intégrant des algorithmes avancés, ces systèmes peuvent identifier les anomalies avec une précision remarquable. L'IA et l'apprentissage automatique, quant à eux, contribuent à améliorer la capacité d'analyse des systèmes en apprenant des données de production antérieures pour reconnaître des modèles et détecter des erreurs potentielles. Ces technologies sont souvent combinées pour créer des solutions robustes qui peuvent non seulement réduire les erreurs, mais aussi prédire les défaillances avant qu'elles ne se produisent. Grâce à ces innovations, les entreprises peuvent non seulement économiser sur les coûts de production, mais aussi assurer une satisfaction client élevée.
Vision par ordinateur
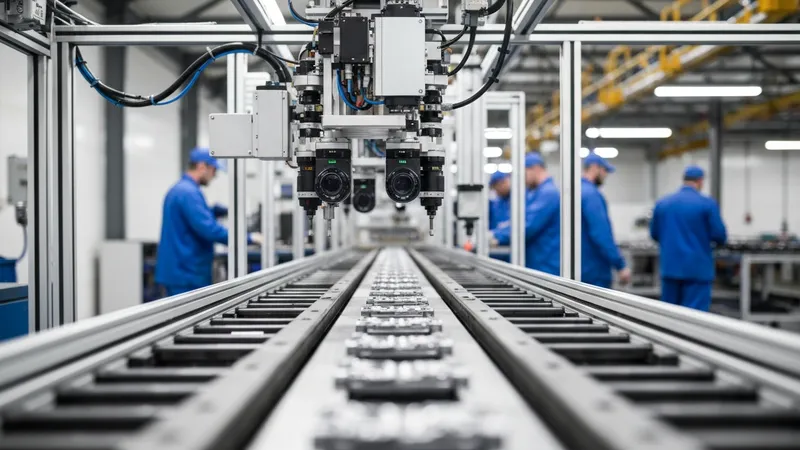
La vision par ordinateur est l'une des technologies clés dans le domaine de la vision industrielle. Elle implique l'utilisation de caméras et de capteurs pour capturer des images des processus de production. Ensuite, ces images sont analysées à l'aide de logiciels spécialisés qui peuvent détecter des défauts en temps réel. Par exemple, dans l'industrie alimentaire, la vision par ordinateur peut être utilisée pour vérifier la qualité des produits, en recherchant des imperfections ou des anomalies dans les emballages. Cette technologie non seulement réduit les erreurs humaines, mais permet aussi une inspection à grande vitesse, ce qui est essentiel pour les lignes de production modernes. Les systèmes de vision par ordinateur peuvent être conçus pour fonctionner dans différents environnements et s'adapter aux besoins spécifiques de chaque industrie.
Intelligence artificielle
L'intelligence artificielle est un autre élément essentiel de la vision industrielle. Elle permet aux systèmes d'apprendre des données collectées lors des inspections précédentes. L'IA utilise des algorithmes pour identifier des modèles et des exceptions qui pourraient passer inaperçus. Dans un environnement de production, cela se traduit par une meilleure anticipation des problèmes, car le système peut signaler des anomalies avant qu'elles ne deviennent gravissantes. Par exemple, une machine qui détecte une variation dans les dimensions d'un produit peut alerter les opérateurs pour qu'ils prennent des mesures correctives dès que possible. L'intégration de l'IA dans la vision industrielle permet également d'améliorer l'efficacité globale, car elle réduit le besoin d'interventions manuelles et augmente la vitesse de traitement.
Apprentissage automatique
L'apprentissage automatique est une technologie étroitement liée à l'intelligence artificielle qui permet aux systèmes de s'améliorer au fil du temps grâce à des expériences antérieures. En recueillant un grand volume de données sur les défauts et les erreurs de production, ces systèmes peuvent ajuster leurs critères d'évaluation. Par exemple, si un système de vision a été utilisé pour détecter des imperfections dans un produit, il peut, grâce à l'apprentissage automatique, s'adapter à l'évolution des exigences de qualité et devenir plus précis dans ses évaluations futures. Cela est particulièrement utile dans les industries où la qualité des produits évolue rapidement à cause des tendances de consommation ou des innovations technologiques.
Avantages de la vision industrielle dans la production
L'adoption de systèmes de vision industrielle apporte plusieurs avantages significatifs pour les entreprises. Premièrement, cela permet d'améliorer la qualité des produits en réduisant les défauts. Les inspections automatisées fournissent un retour d'information immédiat, permettant d'intervenir rapidement et de corriger les problèmes, plutôt que d'attendre qu'ils n'affectent la production de manière plus étendue. Deuxièmement, cela contribue à la réduction des coûts économiques associés aux erreurs de production. Les pertes dues à la non-conformité des produits peuvent être considérables, et les systèmes de vision peuvent réduire ces pertes de manière significative. Troisièmement, les entreprises qui adoptent la vision industrielle peuvent améliorer leur réputation sur le marché. Avec des produits de haute qualité, les clients sont plus susceptibles de rester fidèles et de recommander la marque à d'autres. En conclusion, les avantages de la vision industrielle sont multiples et touchent à la fois la production, la qualité, les coûts et la satisfaction client.
Amélioration de la qualité
La qualité des produits est primordiale dans toutes les industries. La vision industrielle aide à garantir que chaque produit répond aux normes de qualité fixées par l'entreprise. En identifiant et en éliminant les défauts avant que les produits n'atteignent le client, les entreprises peuvent maintenir une réputation de confiance. Ce contrôle qualité automatisé est non seulement plus rapide, mais aussi plus fiable que les inspections manuelles, réduisant ainsi les marges d'erreur. Les entreprises peuvent ainsi assurer une qualité constante tout en augmentant leur capacité de production.
Réduction des coûts
Les erreurs de production peuvent entraîner des coûts substantiels pour les entreprises. Qu'il s'agisse de produits défectueux, de retours ou de remplacements, ces coûts peuvent rapidement s'accumuler. En raison de l'efficacité des systèmes de vision industrielle, les entreprises peuvent réduire ces coûts en détectant les problèmes à un stade précoce. De plus, l'automatisation permet de réduire la dépendance à la main-d'œuvre pour les contrôles de qualité, ce qui peut également contribuer à une réduction des dépenses opérationnelles.
Satisfaction client
La satisfaction client est essentielle pour la pérennité de toute entreprise. En fournissant des produits de haute qualité grâce à la vision industrielle, les entreprises peuvent renforcer la fidélité de leurs clients. Un produit qui répond aux attentes des clients réduit le risque de critiques négatives et améliore la perception de la marque. Les clients satisfaits sont également plus susceptibles de devenir des avocats de la marque, recommandant les produits à leur entourage. La vision industrielle, en réduisant les erreurs de production, contribue ainsi directement à la satisfaction et à la fidélité des clients.
Cette section aborde les questions concernant la manière dont la vision industrielle contribue à réduire les erreurs de production en temps réel. Nous explorerons plusieurs aspects et bénéfices de cette technologie innovante, permettant ainsi d'optimiser les processus de fabrication.
Questions Fréquemment Posées sur la Réduction des Erreurs de Production
Comment la vision industrielle réduit-elle les erreurs de production ?
La vision industrielle utilise des systèmes de caméras et de logiciels de traitement d'images pour analyser les produits en temps réel. Grâce à cette analyse, les erreurs telles que les défauts de fabrication ou les incohérences dans les dimensions sont détectées immédiatement, permettant une intervention rapide et ainsi réduisant les déchets et les coûts.
Quels sont les avantages de la vision industrielle dans les lignes de production ?
Les avantages incluent une amélioration significative de la qualité des produits, une réduction du temps d'arrêt dû à des erreurs et une meilleure traçabilité des lots produits. De plus, cela permet une meilleure gestion de la production et une flexibilité accrue pour s'adapter aux variations de la demande.
La vision industrielle peut-elle être intégrée à des systèmes existants ?
Oui, la vision industrielle est conçue pour être intégrée facilement dans des systèmes de production existants. Les entreprises peuvent adapter la technologie en fonction de leurs besoins spécifiques, que ce soit pour le contrôle qualité, la maintenance prédictive ou d'autres applications, sans nécessiter de modifications fondamentales des lignes de production.
Quels types de défauts peuvent être détectés grâce à la vision industrielle ?
La vision industrielle peut identifier une variété de défauts, tels que les rayures, les fissures, les erreurs de marquage, et même les problèmes de couleur. Cela permet aux opérateurs de corriger les problèmes avant que les produits n'atteignent le client, améliorant ainsi la satisfaction client et réduisant le retour des marchandises.
Quels secteurs bénéficient le plus de la vision industrielle ?
Les secteurs tels que l'automobile, l'électronique, et l'agroalimentaire tirent un grand avantage de la vision industrielle. Dans ces industries, la précision et la qualité sont essentielles pour la sécurité et la satisfaction des clients. La technologie aide à maintenir des standards de qualité élevés tout en optimisant les processus de production.
À lire aussi

Optimisation des flux de travail
Lire →
Automatisation des processus
Lire →
Suivi en temps réel des performances
Lire →
Intégration avec des systèmes ERP
Lire →
Analyse des données de production
Lire →
Réduction des coûts d'exploitation
Lire →
Flexibilité de la production
Lire →
Réduction des temps d'arrêt non planifiés
Lire →